公司新闻
爱游戏官网石墨电极材料的加工特性及高速铣削加工工艺的研究包含常见的石墨铣刀型号
发布时间:2022-03-24 07:06
石墨质料相对铜质料在加工服从、精细微细零部件加工和主动化消费加工中劣势明显,石墨电极在模具制作中逐步代替了铜电极被普遍使用于电火花成形加工(EDM)。
近几年以来主动化消费以单件、本性化、零件构造庞大、高精度的特性在模具行业逐步推行。对精细微细电极的请求也愈来愈严苛,因而提拔石墨电极的加工工艺和高效铣削所用的刀具终极包管一次加工胜利几率在今朝显得尤其主要。以下分享一些关于石墨电极质料的特征和模具上的使用和加工刀具的挑选。
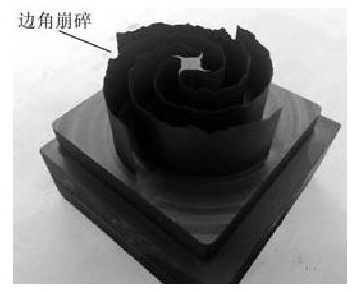
石墨电极是一种脆硬性质料,机器加工经常呈现崩碎、断裂状况,以下图所示。石墨电极加工时发生石墨粉末招致刀具易磨损;石墨质料易切削,可接纳高速进给、大切削量加工机器加工服从为铜质料的3倍以上;石笔电极加可用于0.3mm直径的刀具和粗大构造的加工,电极抛光、清角和修整工夫节省3倍以上;石墨硬度高,不容易变形,接纳公道的加工参数和加工工艺可加工出薄壁,针状等微细构造;石墨质料可由粗加工间接停止精加工,爱游戏注册节省大批半精加工和清角工序,加工程叙文件削减40%,节省了CAM工程师的事情量。
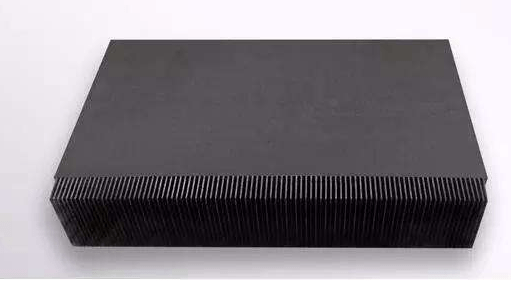
与铜电极比力,石墨电极的加工精度高,铜电极加工时易呈现毛刺,以下图所示,需求野生处置;而石墨机器加工后不发生毛刺,无需野生二次处置。石墨电极的机器加工机能远优于铜电极,关于精细粗大且外形庞大的电极有其共同劣势。
以往的石墨电极铣加工办法,是单个电极、单个装夹、单条法式、一条一条做的,因电极的法式工夫普通都比力短,以是机加工职员常常是呆在机床的中间,等着法式完毕后换刀再做另外一条法式。编程用的刀具长度每回也都纷歧样,形成机加职员每次都需求从头装夹和对刀,增长了工时的同时毛病率也加大了。一个操纵工只能操纵一台机床,省事吃力。
颠末优化的石墨电极高速铣加工工艺研讨,此次要得益于石墨电极加工装备及刀具的手艺前进,从石墨机方面,关于编程来说,如今普通需求预先晓得本人做的这个工件所要上哪台机床上做,那末在法式做完后输出法式的时分就可以够间接挑选该机床输出它能辨认的代码,不需机加职员再编纂法式或让编程职员从头输出了。操纵工如今只需求挪用一条法式就可以够了,也不消如以往那样需求调好几条法式了,在后处置的时分就曾经串连起来了。
刀具的挑选尤其主要,挑选适宜的刀具能够大大低落消费本钱进步消费服从,假如挑选不适宜的刀具材质停止加工,在加工过程当中很简单发生崩损征象。石墨电极加工怎样挑选刀具呢?起首我们需求先理解一下工件质料——石墨自己的特征。
石墨质料的熔点高达3850±50℃,热收缩系数很小。石墨强度跟着温度的降低而加强,在到达2000℃时,石墨强度提拔了一倍。石墨在常温下利用时能禁受住温度的猛烈变革而不被毁坏,温度骤变时,石墨体积变革不较着,不会发生裂纹等状况。
石墨的导电性比普通非金属矿超出跨越一百倍。导热性超越钢、铁、铅等金属质料。导热系数随温度降低而低落,以至在极高的温度下,石墨变成绝缘体。
石墨属于非金属质料,以是普通多接纳金刚石刀具停止加工,金刚石刀具具有极高的硬度与耐磨性、低磨擦系数、高弹性模量、高热导、低热收缩系数,和与非铁金属亲和力小等长处,金刚石刀具分为自然金刚石、单晶金刚石、PCD金刚石和CVD金刚石四类构造,其顶用于加工石墨的次要以PCD刀具为主。

PCD刀具是野生分解的一种多晶金刚石刀具,能够制成PCD车刀片、PCD铣刀片、PCD钻头、PCD铰刀等。关于石墨相干部件的加工,经常使用的有PCD车刀、PCD铣刀、PCD钻头和金刚石涂层刀具。

石墨铣刀刀具材质影响着高速铣削加工手艺的普遍利用。如今合用于高速铣削的刀具有:涂层石墨铣刀、陶瓷刀具、立方氮化硼(CBN)刀具、聚晶金刚石(PCD)刀具等。刀具材质的挑选对加工服从、加工质量和加工本钱和石墨电极刀具的寿数等有偏重要的影响。颠末大批的尝试及使用,金刚石石墨铣刀是今朝高速铣削加工石墨电极较为幻想的刀具材质,金刚石石墨铣刀增进石墨电极高速铣削加工的劣势以下:
高速铣削加工石墨电极,刀具材质的硬度有须要远高于石墨质料的硬度。刀具质料的硬度愈高,其耐磨性愈好,而金刚石是今朝发明的最硬的超硬质料,如CDW025和CDW302粒度的金刚石刀具的耐磨性是最好的;
金刚石刀具材质有很高的强度和耐烦,可承受较大切削力、振动和打击,聚晶金刚石(PCD)刀具和CVD金刚石涂层刀具,均是接纳硬质合金刀具为基体,在切削部位焊接或涂覆金刚石材质,分离金刚石的高硬度和硬质合金的高韧性,制止刀具脆性断裂;
导航栏目
新闻中心
联系我们
联系人:杨(经理)
手机:13014691123
电话:0371-64683688
邮箱:1276050739@qq.com
地址: 河南省郑州荥阳市塔山路与站南路道北友谊路1号

